 |
Непрерывные процессы
|
|
Непрерывные процессы
|
За всю историю человечества до начала текущего столетия было произведено черных металлов около 1,2 млрд. т, а всего за 75 лет этого столетия получено чугуна и стали свыше 11 млрд. т, т.е. в 10 раз больше. В связи с интенсификацией добычи металлов мировые запасы богатых железных руд начнут в ближайшие 50-60 лет исчерпываться, поэтому недалеко то время, когда будут использоваться в основном весьма бедные руды. Вынужденный переход на менее богатые руды наблюдается и в настоящее время. Например, даже в СССР, занимающем одно из первых мест в мире по количеству разведанной железной руды, среднее содержание железа в сырой руде составляло в 1950 г. около 51%, а в 1980 г. - 35%. Это обстоятельство вызывает постепенное увеличение доли затрат на сырье, в связи с чем стоимость чугуна и стали, несмотря на ожидаемое дальнейшее совершенствование металлургических агрегатов, в принципе должна из года в год возрастать. На основании сказанного проблема повышения качества металлургической продукции с целью более экономного использования металла будет становиться с каждым годом все более актуальной, причем эта проблема касается не только черных, но и цветных металлов.Следует отметить, что в последние десятилетия появилось немало новых неметаллических материалов. Некоторые из них отличаются уникальными свойствами. Например, волокна из углерода или стеклопластиков имеют более высокую удельную прочность, чем лучшие сорта стали. Карбид титана или нитриды бора и кремния обладают большей жаростойкостью по сравнению с известными металлическими сплавами.
Дальнейшее совершенствование технологии неметаллических материалов, особенно полимерных, повышение их качества и снижение стоимости приведут к возрастанию их роли в большинстве отраслей промышленности. Более широкое применение этих материалов становится необходимым в решении многих новых научно-технических задач. Но было бы неправильно думать, что основная задача широкого производства и применения неметаллических материалов состоит в замене ими металлов. Не следует забывать, что большинству металлов присущи уникальные физические и механические свойства. Поэтому замена металлов другими материалами не всегда возможна. Кроме того, большинство деталей машин экономически выгоднее делать из стали, чугуна или алюминиевых сплавов, чем из неметаллических материалов. Иными словами, можно считать, что в ближайшие несколько десятков лет металлы останутся основными материалами в машиностроении.
Экономические расчеты показывают, что на современном этапе развития черной металлургии вложение средств, направленных на улучшение качества металлопродукции, более эффективно, чем на увеличение объема ее выпуска. Наибольшими возможностями повышения качества металлопродукции и снижения потребления металлов обладает производство проката. Стальной прокат остается пока главным материалом, имеющим наибольшую удельную прочность, отнесенную к стоимости единицы объема. Этой важнейшей особенностью объясняется то, что в СССР и многих других развитых странах более 80%, а в Японии даже 85% выплавляемой стали перерабатывается в прокат. Главным источником экономии металлов являются повышение качества проката и расширение его сортамента, широкое применение новых безотходных процессов обработки металлов. Особенно большой эффект "может быть получен, если сосредоточить средства на непрерывных процессах, позволяющих снизить технологические отходы, повысить производительность труда и качество продукции.
Значительных результатов в решении этих проблем добились во Всесоюзном научно-исследовательском и проектно-конструкторском институте металлургического машиностроения (ВНИИметмаш). На первом этапе деятельности института были созданы станы для прецизионной холодной прокатки тонкостенных труб, станы для прокатки шаров, летучие ножницы для разрезания проката с повышенными скоростями, разработана технология формообразования зубьев зубчатых колес методом пластического деформирования и многих других процессов. В дальнейшем во ВНИИметмаше начали проводиться научно-исследовательские и конструкторские работы по созданию машин для непрерывного литья стали и цветных металлов. Главное преимущество непрерывного литья состоит в повышении качества слитков в связи с высокой степенью их однородности, что позволяет снизить технологические отходы при последующей обработке этих слитков давлением, а также повысить прочность металлопродукции. Другое важное преимущество этого способа состоит в том, что он приводит к сокращению цикла металлургического производства.
В институте также продолжались работы по изысканию способов непрерывной прокатки различных изделий. Большей частью каждое из этих изделий требовало разработки новой схемы прокатки и соответственно этой схеме создания специализированного прокатного стана. Так были созданы станы шаропрокатные, роликопрокатные, осепрокатные, втулочнопрокатные, зубопрокатные и целый ряд других. Благодаря созданию этих станов прокатка теперь стала процессом, применяемым и на машиностроительных заводах. Основными достоинствами этих станов являются: большая производительность, высокий уровень автоматизации, достигаемый благодаря непрерывности процесса; повышение точности прокатываемых профилей и, как следствие, более экономное использование металла. В ряде случаев, например, при прокатке зубчатых колес, улучшены прочностные свойства продукции.
Многие разработанные во ВНИИметмаше непрерывные технологические процессы и созданные для их выполнения машины и агрегаты оригинальны и характеризуются большой эффективностью. Ими широко оснащены советские металлургические и машиностроительные заводы, кроме того, эта технология экспортируется во многие страны мира.
Один из путей снижения технологических отходов - применение способа непрерывного литья, или разливки стали. Этот способ состоит в том, что жидкая сталь непосредственно из ковша или через промежуточное разливочное устройство непрерывно заливается в водоохлаждаемую форму, называемую кристаллизатором. Перед началом разливки в кристаллизатор вводится специальное устройство с замковым захватом ("затравка") как дно для первых порций металла. После затвердевания металла у стенок кристаллизатора затравка при помощи тянущих механизмов вытягивается из кристаллизатора, увлекая за собой формирующийся слиток. Поступление жидкого металла продолжается и слиток непрерывно наращивается.
В кристаллизаторе затвердевают лишь поверхностные слои металла, образуя твердую оболочку слитка, имеющего жидкую фазу по центральной оси. Поэтому за кристаллизатором расположена зона вторичного охлаждения, называемая также второй зоной кристаллизации. В этой зоне в результате форсированного поверхностного охлаждения того или иного вида заготовка затвердевает по всему сечению. Этот процесс слиткообразования является способом получения слитков неограниченной длины, В этом случае по сравнению с разливкой в изложницы резко уменьшаются потери металла на обрезку концов слитков, которые, например, при литье спокойной стали составляют 15-25%. Кроме того, благодаря непрерывности литья и кристаллизации достигается полная равномерность структуры слитка по всей его длине.
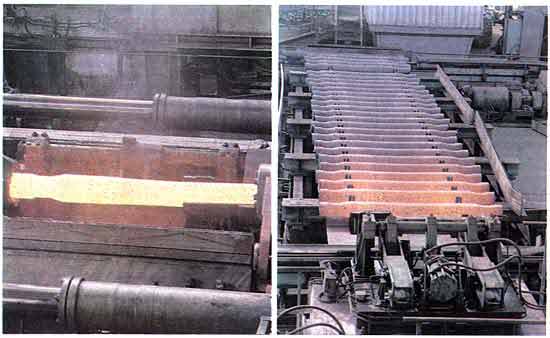
Радиальная машина для непрерывного литья блумов, действующая на Узбекском металлургическом заводе, одна из самых высокопроизводительных. Создана ВНИИметмашем совместно с Южно-Уральским машиностроительным заводом. Литье блумов сечением 250 х 320 мм осуществляется в 4 ручья, каждый из которых имеет свой кристаллизатор. На снимке показана часть зоны вторичного охлаждения, в которой происходит дальнейшее охлаждение слитков, вышедших из кристаллизаторов. Непрерывные слитки движутся сверху вниз по направляющим устройствам зоны вторичного охлаждения. В каждом ручье кристаллизатор и направляющие устройства расположены по дуге определенного радиуса, поэтому машина называется радиальной. Температура поверхности слитков к моменту их выхода в горизонтальное положение лежит в пределах 600 - 800 °С. Максимальная скорость выхода слитков 3 м/мин.Предложение о создании такой машины для непрерывного литья слябов (стальных заготовок прямоугольного сечения с большим отношением ширины к высоте) и блумов (стальных заготовок квадратного или почти квадратного сечения) было сделано ВНИИметмашем на основе экспериментальных исследований процесса кристаллизации радиального слитка. Существовало мнение, что сначала следует изготовить опытную машину и испытать ее перед сдачей в производство. Но такой путь мог бы значительно задержать применение явно эффективного процесса в промышленности. ПОЭТОМУ ВНИИметмаш настоял на создании первой промышленной машины достаточно крупных размеров, чтобы результаты исследований носили более убедительный характер, и в 60-х годах было принято решение о строительстве машины для литья слябов сечением 900 х 180 мм в два ручья из ковша емкостью 200 т. В сравнительно короткие сроки такая машина была сконструирована в институте (под руководством Н.В.Молочникова, А.А.Целикова И А. М. Ротенберга) и изготовлена на его опытном заводе. Криволинейный кристаллизатор машины и вторая зона кристаллизации были расположены по дуге определенного радиуса, поэтому машина получила название радиальной.В 1965 г. эта машина была пущена на Руставском металлургическом заводе; она явилась первой наиболее крупной в мировой практике машиной новой системы - с криволинейным кристаллизатором. Ее испытания с первых же дней показали ряд преимуществ радиальных машин по сравнению с вертикальными. Во-первых, удалось увеличить скорость выхода слитка до 1,2 м/мин, что для слябов аналогичных размеров в то время считалось рекордным. Во-вторых, расположение ковша на более низкой разливочной площадке и выход слитка на горизонтальный рольганг, находящийся на уровне пола, улучшают условия обслуживания. Позднее на этой машине были проведены опыты по литью других заготовок - блумов сечением 220 х 280 мм в четыре ручья и освоено их промышленное производство. В последнем случае повысилось качество слитков за счет уменьшения их ромбовидности.
Исследования процесса непрерывного литья на машинах с криволинейным кристаллизатором сначала на Руставском, а затем и на других заводах дали основание для широкого применения этого метода в последующие годы. Из наиболее значительных достижений в этой области следует отметить изготовленные Уральским заводом тяжелого машиностроения крупные машины для литья слябов шириной до1900 мм, пущенные в 1975 г. на Новолипецком металлургическом заводе, и аналогичные машины, работающие на заводах Череповецком, "Азовсталь", а та^же экспортированные в ряд стран. Производительность этих машин - до 1,2 млн. т стали в год.
Комплексное создание нового процесса непрерывного литья стали одновременно со строительством высокопроизводительных машин явилось революционным шагом на пути развития непрерывных процессов в черной металлургии. От ведущихся в этой области научно-исследовательских работ следует ожидать улучшения однородности структуры по сечению слитка на основе применения электромагнитного перемешивания стали в процессе ее кристаллизации и повышения скорости выхода слитка путем автоматизации системы форсуночного охлаждения сразу же после прекращения его контакта с медными стенками кристаллизатора. Электромагнитное перемешивание особенно важно при литье высоколегированных и высокоуглеро-дистых сталей, в том числе шарикоподшипниковых. Положительный эффект электромагнитного перемешивания объясняется созданием в жидкой фазе слитка потока металла, приводящего к образованию более равномерной структуры и уменьшению осевой пористости.
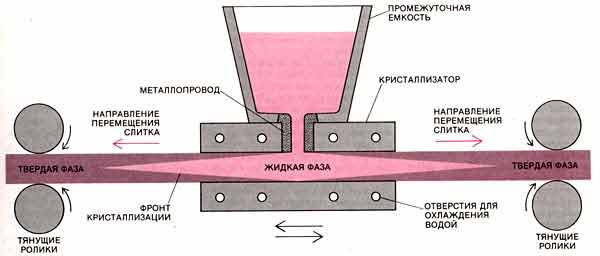
Исследования, проведенные в последние годы, показали, что возможен также непрерывный метод литья стали, когда кристаллизатор располагается горизонтально. С одной стороны этого кристаллизатора имеется промежуточная емкость, из которой в него поступает жидкий металл. Заготовка, выходящая из кристаллизатора, попадает в зону вторичного охлаждения, где подвергается дополнительному охлаждению водой и после полного затвердевания разрезается на мерные длины. Такой метод не требует применения высоких зданий и значительно снижаег капиталовложения.
В этой области были проведены большие исследовательские и конструкторские работы, которые привели к очень важным результатам. Сначала требовалось устранить дефекты в виде кольцевых спаев на поверхности слитка, появляющиеся при его периодическом (для стабилизации процесса) вытягивании. С этой целью был применен оригинальный метод, состоящий в том, что подвод металла был сделан в середине горизонтального кристаллизатора, из которого вытягивание слитков может осуществляться непрерывно в обе стороны. Сталь, попадая в такой кристаллизатор, получает два фронта кристаллизации. В результате удалось устранить дефекты поверхности и внутренней структуры слитка, имевшие место при одностороннем вытягивании слитков. Кроме того, этот принципиально новый процесс непрерывного литья в 2 раза повышает производительность одного кристаллизатора.
Двустороннее вытягивание слитков из горизонтально расположенного кристаллизатора является принципиально новым способом непрерывного литья стали. Этот способ схематически представлен на рисунке. Сталь, попадая по металлопроводу из огнеупорного материала в медный кристаллизатор, охлаждаемый водой, получает два противоположных фронта кристаллизации. Начало этих фронтов автоматически удерживается точно по центру металлопровода. Кристаллизатор совершает возвратно-поступательное движение {показано черными стрелками), предотвращающее прилипание металла к его стенкам. Такой способ позволил устранить дефекты поверхности и внутренней структуры слитка, имевшие место при горизонтальном литье с односторонним вытягиванием слитков, а также повысить в 2 раза производительность одного кристаллизатора. Первая машинадля литья этим способом блумов сечением до 250 х 250 мм построена и успешно эксплуатируется на опытном заводе ВНИИметмаша.Результаты экспериментальных исследований, проведенных во ВНИИ-метмаше, позволили стабилизировать этот процесс. Была создана система автоматического удержания начала обоих фронтов кристаллизации точно по центру металлопровода, по которому жидкая сталь поступает в кристаллизатор. Первая машина для литья этим методом блумов сечением до 250 х х 250 мм построена и успешно эксплуатируется. Создание метода непрерывного литья с двусторонним вытягиванием слитков несомненно является крупным изобретением, и в ближайшие годы оно должно найти широкое применение. Ввиду простоты устройства непрерывнолитейной машины, не требующей специальных высоких зданий, она может быть с успехом применена не только на металлургических предприятиях, но и на машиностроительных. Это открывает широкие возможности совмещения процессов непрерывного литья с прокаткой, а также непрерывными процессами изготовления деталей машин давлением.
Схема литейно-прокатного агрегата для производства из разных легированных сталей проволоки диаметром от 8 до 12 мм. В агрегате используется одноручьевая непрерывно-литейная машина радиального типа, позволяющая получать слиток сечением 80 х 60 мм. Из литейной машины слиток поступает в зачистную машину, в которой производится очистка его поверхности. Перед зачистной машиной установлены летучие ножницы для обрезания переднего конца слитка в начале процесса, либо самого слитка в случае нарушения процесса прокатки. После зачистки поверхности слиток подается в индукционный подогреватель, а затем в планетарный стан с двусторонним обжатием, где происходит его деформация до квадратного (20х20 мм) сечения. На выходе из планетарного стана передний конец слитка обрезается летучими ножницами барабанного типа, а слиток далее поступает в непрерывный прокатный стан, состоящий из черновых и чистовых клетей, в котором производится его прокатка в проволоку требуемого сечения. За прокатным станом установлены летучие ножницы барабанного типа, разрезающие проволоку при нарушении процесса ее сматывания. В сматывающих устройствах проволока сматывается в бунты, а затем поступает на склад. Скорость выхода проволоки до 15 м/сек.Качество непрерывно-литого ме-1\талла выше по сравнению с металлом, отлитым в изложницы. Однако оно уступает качеству металла, подвергнутого последующей обработке давлением, т.е. прокатке. В связи с этим возникла идея объединить процессы непрерывного литья и прокатки в одном агрегате. Разработка и применение технологии получения проката непрерывным методом из жидкого металла открывают огромные перспективы в повышении эффективности металлургического производства. Во-первых, появляется возможность более полно использовать первичную теплоту слитка для его последующей деформации. Во-вторых, отпадает необходимость выполнения всех промежуточных операций между металлоплавильным и прокатным цехами; становятся ненужными транспортные операции и склад слитков. В-третьих, исходный слиток, поступающий в валки стана, практически приобретает непрерывность, или бесконечность. Это преимущество имеет особое значение в связи с тем, что при прокатке бесконечного слитка может быть использован эффект беспрерывного натяжения, благодаря которому принципиально изменяется сущность самого процесса пластической деформации. Если в процессе продольной прокатки прикладывать значительные растягивающие усилия по оси прокатываемого тела, т.е. в направлении движения, то характер пластической деформации тела существенно изменяется. Благодаря эффекту беспрерывного натяжения стремление прокатываемого изделия деформироваться в поперечном направлении уменьшается при одновременном снижении усилий на валки прокатного стана.Беспрерывный, безостановочный процесс прокатки дает возможность создавать натяжение, более высокое, чем при обычной прокатке, - близкое по величине к половине сопротивления пластической деформации прокатываемого изделия. Уширение его тогда будет не только отсутствовать, но может стать отрицательным, т.е. ширина изделия будет уменьшаться. Иными словами, применение беспрерывного процесса прокатки с использованием эффекта беспрерывного натяжения открывает возможность полностью устранить излишнее уширение прокатываемого изделия и тем самым повысить коэффициент полезного действия прокатного стана.
Литейно-прокатные агрегаты с кристаллизатором роторного типа успешно применяются для литья меди и алюминия с последующей их прокаткой в проволоку. На рисунке представлена схема агрегата для получения медной проволоки диаметром 8, 10 и 12 мм. Расплавленная медь поступает из приемной ванны литейной машины в кристаллизатор. Отлитая заготовка, вышедшая из кристаллизатора, подается к прокатному стану. Между ним и литейной машиной установлены первые летучие ножницы для обрезания начала заготовки, а также для обрезания самой заготовки в случае нарушения процесса прокатки. Отлитая заготовка имеет сечение 1600 мм2, по форме приближающееся к трапеции. При прокатке заготовка обжимается до требуемого сечения. За прокатным станом установлены вторые летучие ножницы, разрезающие проволоку при нарушении процесса сматывания, и линия обработки поверхности проволоки. В сматывающих устройствах обработанная проволока сматывается в бунты весом от 2 до 5 т, которые затем перемещаются на склад. Ниже показано последовательное изменение профиля медной заготовки при ее прохождении через трехвалковые клети прокатного стана. Всего в стане используется 17 таких клетей.Указанное достоинство беспрерывного процесса прокатки, называемого также бесконечным, имеет особенно большое значение при прокатке проволоки и других профилей, ширина которых значительно меньше диаметра валков. В создании агрегатов для производства прокатных профилей непосредственно из жидкого металла основная трудность состоит в отыскании таких кристаллизаторов, которые обеспечивали бы достаточно высокую скорость выхода слитка. Это требование необходимо для того, чтобы загрузка непрерывного прокатного стана была достаточной и не снижалась от того, что процесс начинается с машины непрерывного литья, установленной в линии стана. Указанному требованию наиболее полно удовлетворяет кристаллизатор, у которого стенки, соприкасающиеся с кристаллизующимся металлом, движутся вместе со слитком. В этом случае почти исключено скольжение слитка по кристаллизатору, и к выходящей из кристаллизатора части слитка не требуется прикладывать усилия для его вытягивания. Тем самым протяженность кристаллизатора увеличивается и скорость выхода слитка соответственно возрастает.Было создано и испытано несколько разных конструкций кристаллизаторов этого типа. Вполне удовлетворительные результаты получены при использовании кристаллизатора роторного типа. Он состоит из колеса с медным ободом. По окружности обода делается углубление, размер которого соответствует сечению требуемого слитка. Обод колеса обтягивается стальной лентой с углом обхвата около 180°. В пространство, образованное между колесом и лентой поступает жидкий металл, который по мере вращения колеса кристаллизуется и выходит в виде бесконечного слитка. Этот слиток далее поступает в многоклетевой стан, где прокатывается в проволоку.
Первый такой агрегат для производства алюминиевой проволоки был создан ВНИИметмашем (под руководством сотрудника ВНИИметмаша П.И. Софийского) совместно с Запорожским алюминиевым заводом. Благодаря полной непрерывности процесса, устранению специального нагрева перед прокаткой и использованию первородного тепла слитка достигается повышение производительности труда более чем в 5 раз, а срок окупаемости агрегата составляет менее года.
Следующим этапом решения проблемы получения проката из жидкого металла стала разработка процесса непрерывного производства медной проволоки. После проведения экспериментов в лаборатории ВНИИметмаша и на Балхашском горно-металлургическом комбинате был создан опытно-промышленный агрегат, установленный на Алмалыкском горно-металлургическом комбинате. Здесь после дополнительных исследовательских работ (под руководством сотрудника ВНИИметмаша А.Ю.Шевченко) удалось получить проволоку более высокого качества, чем традиционным методом. Успешный опыт эксплуатации агрегата показал, что для дальнейшего увеличения производства в стране медной проволоки наиболее целесообразно использовать этот метод. Впоследствии был создан еще более эффективный литейно-прокатный агрегат. Его основное отличие состоит в применении более высокой скорости прокатки - до 15 м/сек и в осуществлении обработки поверхности проволоки с целью освобождения ее от окалины перед сматыванием в бунты. Эта операция дала возможность получать бунты с рядным укладыванием витков и благодаря этому довести массу бунта до нескольких тонн.
Для стали совмещение процессов непрерывного литья и прокатки сложнее, чем для цветных металлов. Основная причина состоит в отсутствии эффективных методов кристаллизации стали, которые обеспечивали бы достаточно высокую скорость выхода слитка, соответствующую принятым скоростям прокатки. Исследование этой проблемы, однако, свидетельствует, что в ряде случаев скорости прокатки стали в пределах возможностей обычного кристаллизатора могут быть вполне приемлемы для создания литейно-прокатного агрегата. Такой агрегат мог бы быть использован для производства из разных легированных сталей мелких профилей, сматываемых в бунты. ВНИИметмашем был создан такой агрегат и успешно введен в эксплуатацию на одном из металлургических заводов. Он состоит из машины радиального типа для литья слитка сечением 80х60 мм, индукционного подогревателя, специального планетарного стана с двусторонним обжатием, группы клетей и моталок. Диаметр прокатываемой проволоки 8-12 мм, скорость ее выхода до 15 м/с. Этот агрегат оказался очень эффективным при прокатке высоколегированных сталей, обладающих пониженными пластическими свойствами и требующих при этом ограниченного температурного интервала для деформации.
При применении непрерывного литейно-прокатного агрегата процесс от жидкой стали до готового бунта занимает 10-15 минут, обычный же процесс требует выполнения следующих 6 операций: отливка слитков в изложницы; их обдирка; нагрев и ковка; второй нагрев и прокатка; чистка поверхности; третий нагрев и прокатка проволоки. Все операции связаны с отходами металла и занимают в общей сложности около 75 часов. Опыт эксплуатации этого агрегата в течение нескольких лет свидетельствует о явных преимуществах освоения процесса получения проката непосредственно из жидкой стали.
Эффект беспрерывного натяжения имеет особенно большое значение при прокатке полых тонкостенных профилей, в том числе труб. Прокатка таких профилей без натяжения сопровождается увеличением толщины стенки вследствие явления уширения, и профили теряют свою экономичность. Для устранения этого утолщения стенки применяют прокатку на оправке, но этот способ сильно усложняет процесс и ограничивает длину прокатываемых изделий. ВНИИметмаш исследовал, разработал и применил в промышленности беспрерывную прокатку труб. Исходной заготовкой здесь служат рулоны полос, концы которых при разматывании рулонов свариваются встык. Благодаря использованию промежуточного аккумулятора движущейся полосы она становится бесконечной, и из нее затем беспрерывно формуется труба. Шов сваривается, и труба поступает в прокатный (редукционный) стан, где прокатывается до требуемых размеров. В связи с бесконечностью трубы между клетями стана удается создать стабильное натяжение трубы, достаточно высокое, чтобы толщина ее стенки не увеличивалась, а уменьшалась. В результате этого редуцирования повышаются качество труб и производительность всего трубосварочного агрегата. Если трубы не подвергать редуцированию, то скорости их выхода из стана ограничены возможными скоростями сварки и лежат в пределах 60-150 м/мин. Но если сваривать трубы возможно большего диаметра и доводить их сечение до требуемой величины посредством редуцирования, скорость выхода труб может быть значительно повышена.
Первый в мировой практике агрегат, где процессы сварки труб и их последующая прокатка объединены в единый беспрерывный поток, был создан ВНИИметмашем и установлен в конце 50-х годов на заводе "Лентрубосталь". В этом агрегате сначала производятся формовка трубы из бесконечной полосы и сварка шва с нагревом его кромок токами высокой частоты. Образованная таким образом труба нагревается индуктором и без разрезки направляется в прокатный стан, где подвергается редуцированию под действием высокого беспрерывного натяжения. Благодаря стабильному редуцированию бесконечной трубы утолщения ее стенок не происходит. После редуцирования трубы режутся на мерные длины.
Большой интерес представляет применение данного процесса при производстве труб методом печной, или кузнечной сварки. В этом случае благодаря глубокому редуцированию вытяжку трубы удалось довести до 14. Так появилась возможность производить трубы малых диаметров (10мм) и довести скорость выхода труб до 20 м/с, т.е. сделать ее в 2-2,5 раза выше по сравнению со скоростями, принятыми на трубных станах в мировой практике.
Объединение процессов формовки и сварки труб с последующей прокаткой в единый беспрерывный процесс позволило увеличить производительность трубных агрегатов, а также повысить качество труб благодаря обжатию сварочного соединения. Работа всех советских агрегатов для производства сварно-прокатных труб основана на этом способе.
Рассмотренные выше беспрерывные процессы разрабатывались в основном для получения изделий бесконечной длины. Практикуемая разрезка этих изделий на заготовки машиностроительных деталей не дает желаемых результатов, так как по форме и весу между этой заготовкой и деталью машины возникает большое несоответствие. Появляющиеся в производстве требуемой детали отходы металла связаны также со значительными трудовыми затратами в процессах обработки этой детали на кузнечно-прессовых машинах и металлорежущих станках.
Основываясь на преимуществах прокатки как непрерывного метода пластического деформирования с целью улучшения свойств металла и придания ему требуемой формы, ВНИИметмаш еще в середине сороковых годов приступил к разработке процессов прокатки дискретных изделий. Большое внимание при этом уделялось винтовой и поперечной прокаткам.
Исследователи, изучавшие ранее возможности применения этих способов прокатки, обнаружили, что они приводят к образованию в металле внутренних разрывов и полостей. Поэтому винтовая прокатка использовалась в основном при производстве бесшовных труб. Установилось мнение, что как поперечная, так и винтовая прокатки не пригодны для обработки сплошных изделий из-за разрывов, появляющихся в их центральной части. Детальные исследования дали возможность выявить многие закономерности винтовой и поперечной прокаток. В результате были найдены способы предотвращения указанных разрывов и разработаны новые непрерывные процессы пластического деформирования для изготовления многих заготовок и деталей для машиностроения.
Формообразование осей для цепных транспортеров осуществляется непрерывно путем ввинчивания круглой заготовки в пространство, образованное между вращающимися валками, на поверхности которых сделаны ручьи по винтовой линии. При каждом обороте валков, имеющих диаметр 220 мм, определенная часть заготовки захватывается винтовым калибром и затем формуется в готовое изделие. В валках в последнем витке реборды сделаны так, чтобы происходило полное отделение изделия от остальной части заготовки. Оси имеют точные размеры и не требуют последующей механической обработки. Производительность стана, использующего этот способ, 6 - 7 тыс. осей в час. Для изготовления такого количества осей токарному автомату потребовалось бы около 40 ч, причем значительное количество металла ушло бы в стружку.Наиболее эффективным из этих процессов является винтовая прокатка в винтовых калибрах. Главная особенность и достоинство этого процесса состоит в его непрерывности при изготовлении дискретных изделий, а следовательно, в его высокой производительности и свойственной ему автоматичности. Действие станов винтовой прокатки в винтовых калибрах основано на деформации исходного круглого прутка при его ввинчивании в межвалковое пространство, образованное двумя или тремя вращающимися валками с винтовыми калибрами. Как вращательное, так и поступательное движение прутка достигаются вращением валков и соответствующим их наклоном к оси прутка. Деформация прутка при этом осуществляется за счет изменения формы витков на валках, постепенно приближающейся к требуемой конфигурации и размерам прокатываемого изделия.Прокатка в винтовых калибрах по сравнению с широко распространенным способом накатывания резьбы поперечной прокаткой обладает тем преимуществом, что изделие обрабатывается не сразу на протяжении всей длины резьбы, а участком, движущимся вдоль оси изделия. Следовательно, этим методом можно получать резьбу на винтах неограниченной длины и практически с неограниченным шагом.
Производительность при прокатке резьбы составляет 0,3-1,2 м/мин, что в 10-20 раз повышает производительность при нарезании резьбы на токарных и резьбофрезерных станках. Экономия металла при этом достигает 10-15%. Винты, полученные прокаткой в винтовых калибрах, характеризуются более высокой прочностью и твердостью рабочей поверхности, что составляет их существенное преимущество по сравнению с винтами, изготовленными обработкой резанием.
Процесс винтовой прокатки в первую очередь позволил осуществить непрерывное автоматизированное производство стальных шаров диаметром 25 - 125 мм на станах, созданных ВНИИметмашем. Общая потребность промышленности СССР в стальных шарах за последние годы достигла 0,6 млн. т в год. В настоящее время она полностью удовлетворена благодаря организации производства шаров указанным методом. В связи с высокой эффективностью процесса прокатки по сравнению с другими способами производства шаров ВНИИметмашем совместно с Электростальским заводом тяжелого машиностроения (ЭЗТМ) созданы специализированные шаро-прокатные станы, широко применяемые на многих предприятиях СССР. Шаропрокатные станы системы ВНИИметмаш - ЭЗТМ поставляются также в Великобританию, ФРГ, Болгарию и другие страны. Дальнейшие разработки дали возможность осуществить прокатку шаров диаметром 5-8 мм в холодном состоянии.
Последующие исследования показали, что винтовую прокатку можно с успехом применять для формирования многих других тел вращения. Весьма эффективны также станы для винтовой прокатки в винтовых калибрах пустотелых изделий. В головную часть на линии такого стана добавляют машину для прошивки, т.е. небольшой косовалковый прошивной стан. Сначала исходная заготовка подвергается на этой машине прошивке. Затем полученная труба поступает в формовочный стан, где происходит окончательная формовка требуемого изделия.
Примером такого стана является стан для прокатки подшипниковых колец. Его первая машина представляет собой малогабаритный прошивной стан, а вторая - формовочный стан. Наружный диаметр прокатываемых колец - 65-100 мм, внутренний - 42-75 мм. Производительность стана 4000-7000 колец в час для конических роликовых подшипников. Применение этой технологии обеспечивает форму и размеры заготовки кольца с большим приближением к готовому кольцу, чем у заготовок колец, полученных другими способами. В то же время непрерывность процесса обеспечивает его механизацию и полную автоматизацию относительно простыми средствами,
В машиностроении широко применяются оси и валы с изменяющимся по их длине диаметром. Эти детали обычно изготовляли либо из заготовок, получаемых ковкой или штамповкой, либо из круглого проката снятием лишнего металла на токарных станках. Оба этих способа трудоемки и связаны с большими потерями металла в стружку. В первом случае - из-за больших припусков на последующую токарную обработку, а во втором - из-за того, что форма проката обычно далеко не соответствует форме осей и валов, имеющих цапфы, ступенчатые и конические участки. При изготовлении таких деталей токарной обработкой из обычного круглого проката около 35% металла уходит в стружку.
Винтовая прокатка с меняющимся положением осей валков применяется для производства валов и осей переменного диаметра и большой длины (в среднем в 10-20 раз превышающей диаметр). Прокатка производится в горячем состоянии тремя валками конической (а) или дисковой (б) формы на ограниченном участке по длине изделия. Конец заготовки толкателем подается между валками, и он захватывается автоматическими зажимами. Валки сближаются, заготовка начинает вращаться, одновременно перемещаясь вместе с зажимом в осевом направлении. Изменение диаметра изделия во время прокатки осуществляется раздвижением или сближением валков с помощью управляемой гидравлической системы. Форма валков определяется требуемой формой вала или оси. На этом принципе основана конструкция многих действующих в СССР прокатных станов, в частности станов для прокатки заготовок осей для железнодорожных вагонов.Для снижения отходов металла и трудоемкости при производстве указанных деталей ВНИИметмаш разработал оригинальный процесс винтовой прокатки. Он также основан на непрерывном движении пояса деформации вдоль вращающегося изделия. Главная его особенность состоит в том, что обжатие исходного круглого прутка - по ходу его поступательного движения - изменяется сближением или раздвижением валков по заданной программе. Благодаря этой особенности характер формоизменения прокатываемого изделия не зависит от калибровки валков и определяется программой. Поэтому при прокатке переход к обработке каждой последующей заготовки не требует смены валков. Проведенные ВНИИметмашем исследования закономерностей этого нового непрерывного процесса пластического формоизменения дали возможность создать (под руководством сотрудников института Е.И.Левина, Е.А.Стоши и С. П. Милютина) несколько оригинальных станов для осуществления этого процесса на производстве.Первыми станами, работающими по этому принципу, были станы для прокатки шпинделей текстильных веретен диаметром до 12 мм, задних полуосей диаметром около 50 мм для автомобилей, полуосей и валов диаметром до 120 мм для тракторов и электродвигателей и несколько других станов. Каждый из них обеспечивает экономию металла на 20-35% по сравнению со старой технологией.
Большим инженерным достижением явилось создание - на основе указанного процесса винтовой прокатки - первого в мировой практике стана для прокатки заготовок осей вагонов и тепловозов широкой колеи. Стан представляет собой комплексную поточную автоматическую линию. Его производительность - около 350 тыс. осей в год. Применение непрерывного процесса взамен ковки заготовок осей обладает тремя преимуществами. Во-первых, повышается точность требуемых размеров, и благодаря этому снижается припуск на окончательную обработку. Это снижение припуска дает экономию металла на каждой оси до 40-60 кг, что составляет при указанной производительности стана 14-21 тыс. т металла в год. Во-вторых, устраняется тяжелый физический труд кузнецов, и, в-третьих, улучшается структура металла благодаря большей стабильности в пластической деформации оси, что повышает уста-лостную прочность и ударную вязкость. При температуре -40° С ударная вязкость у прокатанных осей равна 3,4 кгс/см3, в то время как у кованых - 2,5 кгс/см3. Это повышение прочности дало возможность увеличить срок службы оси и нагрузку на нее, а соответственно и грузоподъемность вагонов.
Прокатка заготовок сплошных осей для железнодорожных вагонов впервые в мировой практике освоена на трехвалковом стане, работающем на Днепровском металлургическом заводе. Стан представляет собой комплексную поточную автоматическую линию. На левом снимке показана только что прокатанная заготовка оси. Длина заготовки около 2,0 м, вес 510 кг, диаметр в средней части примерно равен 25 см. Форма заготовки почти полностью соответствует форме готовой оси. Припуск на последующую механическую обработку составляет всего несколько миллиметров на радиус. Благодаря такому уменьшенному припуску облегчается последующая станочная обработка заготовок, а экономия металла по сравнению с коваными осями составляет 40-60 кг на каждую ось. После прокатки транспортер перемещает заготовки (правый снимок) на склад или последующую обработку. Производительность стана около 350 тыс. заготовок осей в год. В настоящее время в СССР освоена также прокатка заготовок полых осей для железнодорожных вагонов.Главное направление дальнейшего развития винтовой прокатки состоит в освоении технологии полых осей. Над этой проблемой работают многие инженеры. Одним из реальных путей ее решения является использование прошивной машины. На основе этого способа, предложенного ВНИИметмашем, уже получены промышленные партии полых осей для вагонов широкой колеи, электродвигателей и автомобильных прицепов. Освоение технологии полых осей открывает новый путь экономии металла и снижения веса машин. Для транспортных машин это снижение веса равносильно повышению их грузоподъемности. Кроме того, в связи с уменьшением подрессорной массы существенно снижаются динамическая нагрузка на рельсы и соответственно их износ.
Полая ось для железнодорожных вагонов примерно на 100 кг легче сплошной оси. Производство полых осей дает дополнительную экономию металла, а их применение позволяет повысить грузоподъемность вагонов. Изображенная на снимке заготовка полой оси получена прокаткой в трехвалковом стане с предварительной прошивкой для образования полости, сужающейся у концов оси. В правой части заготовки сделан разрез, показывающий часть полости. Диаметр полости в центральной части оси равен примерно 20 см, а у ее концов -15 см.Еще в конце прошлого века возникла идея формирования зубьев зубчатых колес пластической деформацией. Изобретателями ряда стран были предложены различные способы осуществления этого процесса, наиболее эффективным из которых была прокатка в зубчатых валках. При этом способе цилиндрическую заготовку, нагретую до температуры прокатки, помещают между двумя вращающимися зубчатыми валками. Заготовке сообщается принудительное вращение со скоростью, соответствующей передаточному числу между валками и прокатываемой шестерней, и затем происходит сближение валков. Зубья валков углубляются в заготовку, и таким образом производится прокатка шестерен.В 1956 г. ВНИИметмашем совместно с Челябинским тракторным заводом был пущен первый в мире промышленный стан для прокатки зубчатых колес, оборудованный системой высокочастотного нагрева заготовки.
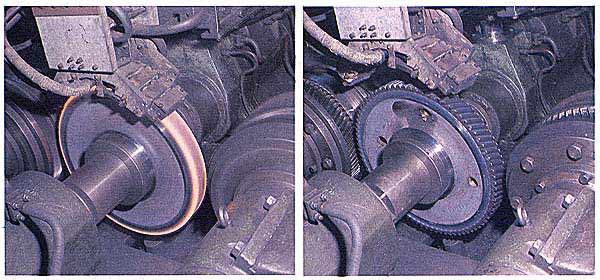
Прокатка зубьев зубчатых колес непосредственно на штампованной заготовке осуществляется в два этапа. Сначала заготовка, зажатая в зажимных стаканах, помещается между двумя вращающимися гладкими валками (а). Ей сообщается принудительное вращение с определенной скоростью, после чего валки сближаются и производится обкатка заготовки с целью придания ее ободу вогнутого профиля для более точного последующего образования зубьев. После обкатки валки раздвигаются и заготовка перемещается во вторую позицию - между вращающимися зубчатыми валками (б). Валки сближаются, и их зубчатые выступы углубляются во вращающуюся заготовку, образуя на ней зубья. Этот процесс заменяет две операции механической обработки: обточку заготовки по торцу и предварительное зубофрезерование. Одно из основных преимуществ замены операций механической обработки состоит в повышении прочности зубьев на изгиб и износостойкости на 20 -35% благодаря упрочению металла в результате пластического деформирования.Впоследствии был разработан способ прокатки зубьев крупномодульных зубчатых колес непосредственно из штампованной заготовки. При этом способе прокатка осуществляется (также с высокочастотным нагревом заготовки) в две операции: обкатка заготовки в гладких валках с целью получения необходимых размеров по диаметру и ширине кольца; прокатка обкатанной заготовки в зубчатых валках для получения зубьев. Этот процесс заменяет две операции механической обработки: обточку заготовки по наружному диаметру и торцам и предварительное (черновое) зубофрезерование.
При прокатке зубьев зубчатых колес используется высокочастотный нагрев заготовки. На снимках показан узел зубопрокатного стана, установленного на одном из московских заводов. Обод вращающегося колеса диаметром около 1 м нагревается (левый снимок) с помощью расположенного над ним индуктора до температуры примерно 1100°С, затем происходит обработка заготовки сначала в гладких, а затем в зубчатых валках. После окончания прокатки (правый снимок) зубчатые валки отходят от готового колеса заготовки. Производительность стана 5-10 колес в час.Первые типовые зубопрокатные станы созданы ВНИИметмашем (под руководством сотрудников института А.Д.Кузьмина, М.В.Васильчикова, М. В. Барбарича и В. Ф. Муконина), а их серийное производство было организовано Электростальским заводом тяжелого машиностроения. Эти станы полностью автоматизированы и механизированы. Благодаря указанным преимуществам нового метода формообразования зубьев зубчатых колес созданные для выполнения этого процесса станы с каждым годом находят все более широкое применение. Последние исследования показывают, что точность прокатки зубьев может быть повышена и чистовое фрезерование исключено.Во многих машинах, и особенно сельскохозяйственных, широко применяются цепные передачи, в которых одним из главных элементов являются зубчатые колеса, называемые цепными колесами или звездочками. Ввиду большой их потребности полученный опыт прокатки зубчатых колес был перенесен ВНИИметмашем в технологию также цепных колес. Созданные для этой цели станы дали еще более значительный эффект, чем станы для прокатки зубчатых колес непосредственного зацепления. Во-первых, для цепных колес удалось достигнуть более высокой точности профиля зубьев и благодаря этому полностью исключить операцию фрезерования. Во-вторых, в связи с наклепом и использованием явления уширения существенно повысилась прочность зубьев и одновременно уменьшилась толщина исходной заготовки. Например, при толщине диска 8 мм ширина зуба колеса становится равной 11 мм. В результате масса цепного колеса снизилась на 20-З0%, а производительность труда возросла в 5-7 раз.
Для формообразования цепных колес ВНИИметмашем созданы технология и первые в мировой практике специальные станы, серийное производство которых налажено на Алма-атинском заводе тяжелого машиностроения. На заводах СССР преимущественно сельскохозяйственного машиностроения работает более 35 таких станов, на которых ежегодно прокатывается свыше 6 млн. цепных колес. Годовая экономия исходного проката благодаря применяемому непрерывному формообразованию зубьев составляет свыше 4 тыс. тонн.
Рассмотренные технологические процессы и станы, успешно примененные в металлургии и машиностроении, свидетельствуют об исключительно большой эффективности научных исследований по разработке непрерывных процессов, заменяющих традиционные, дискретного характера. К числу таких процессов относится непрерывное литье металлов. Опыт эксплуатации машин непрерывного литья говорит об их бесспорном преимуществе. Для дальнейшего повышения качества слитков, отлитых на этих машинах, должны получить широкое применение усовершенствованные методы литья и кристаллизации, например совмещение непрерывного литья с вакуумированием, литье и кристаллизация в магнитном поле, уже применяющиеся для алюминиевых сплавов, кристаллизация в ультразвуковом поле. Процесс непрерывного литья становится намного более эффективным при его совмещении в едином потоке с прокаткой. Машины, входящие в этот поток, становятся более компактными, уменьшаются их масса и требуемые производственные площади. Такая технология характеризуется высоким качеством выпускаемой продукции. Вместе с тем она позволяет сократить расход металла и повысить производительность труда.
Огромная заслуга в разработке непрерывных процессов принадлежит ВНИИметмашу, сыгравшему значительную роль в ускорении развития советского металлургического машиностроения. Разработанные этим институтом машины успешно работают в СССР и экспортируются во многие страны мира. Статья не исчерпывает всех достижений в области непрерывной обработки металлов. Однако те, которые были в ней рассмотрены, позволяют сделать вывод, что объединение процесса непрерывного литья с прокаткой в одном агрегате, а также широкое применение непрерывных процессов изготовления деталей машин давлением открывают огромные возможности в деле повышения эффективности производства в металлургии и машиностроении.
Литература
Целиков А. И. Теория расчета усилий в прокатных станах. - М.: Металлургиздат, 1962.
Целиков А. И. Новые процессы и агрегаты в металлургии и технологии металлов. - Вестник АН СССР, 1975, № 6.
Целиков А. И. Новые процессы и машины, разработанные ВНИИМетмашем. - Кузнечно-штамповое производство, 1983, № 5.
Целиков А. И. Предпосылки создания металлургического завода нового типа на основе металло-сберегающей технологии. - Вестник АН СССР, 1983, № 7.
Смирнов В. С., Григорьев А.К., КарачунскийА.Д., Мельничук О.Я., Метод подобия в теории прокатки. - Л.: Наука, 1971.

Май 2005